Maintenance management is the process of overseeing maintenance resources so that the organization does not experience downtime from broken equipment or waste money on inefficient maintenance procedures. Maintenance management software programs can assist with the process. The primary objectives of maintenance management are to schedule work efficiently, control costs and ensure regulatory compliance.
Maintenance management is essential to the success of any organization because a poorly-organized maintenance program can bring the entire company to a halt. For instance, if maintenance employees are fixing a broken photocopier instead of an essential piece of production equipment, a factory can stop producing anything. If the maintenance manager doesn’t understand company processes well enough to know what is most important, this type of scheduling problem becomes more likely. If the maintenance manager schedules four employees when only one is needed, the company will lose money. If materials such as chemicals are not stored and disposed of properly, the company could have compliance issues.
Maintenance management is 90 per cent information management and 10 per cent engineering. To carry out maintenance efficiently, a proper information system is essential. Common sense says that it should be a computerised monitoring and management system (CMMS); not paper; not a spreadsheet. If your environment is equipment intensive, with potential failure that can disrupt operations, not having a CMMS has serious implications. It means that the organisation is running with inflated operating costs and risks that are not properly mitigated. Note that deciding which CMMS software to use is only half the story: the support and expertise provided by the software vendor is as crucial as the software itself.
Maintenance is the process of keeping something in good condition. Traditionally, 5 types of maintenance have been distinguished, which are differentiated by the nature of the tasks that they include:
- Corrective maintenance: The set of tasks is destined to correct the defects to be found in the different equipment and that are communicated to the maintenance department by users of the same equipment.
- Preventive Maintenance: Its mission is to maintain a level of certain service on equipment, programming the interventions of their vulnerabilities in the most opportune time. It is used to be a systematic character, that is, the equipment is inspected even if it has not given any symptoms of having a problem.
- Predictive Maintenance: It pursues constantly know and report the status and operational capacity of the installations by knowing the values of certain variables, which represent such state and operational ability. To apply this maintenance, it is necessary to identify physical variables (temperature, vibration, power consumption, etc.). Which variation is indicative of problems that may be appearing on the equipment. This maintenance it is the most technical, since it requires advanced technical resources, and at times of strong mathematical, physical and / or technical knowledge.
- Zero Hours Maintenance (Overhaul): The set of tasks whose goal is to review the equipment at scheduled intervals before appearing any failure, either when the reliability of the equipment has decreased considerably so it is risky to make forecasts of production capacity . This review is based on leaving the equipment to zero hours of operation, that is, as if the equipment were new. These reviews will replace or repair all items subject to wear. The aim is to ensure, with high probability, a good working time fixed in advance.
- Periodic maintenance (Time Based Maintenance TBM): the basic maintenance of equipment made by the users of it. It consists of a series of elementary tasks (data collections, visual inspections, cleaning, lubrication, retightening screws,…) for which no extensive training is necessary, but perhaps only a brief training. This type of maintenance is the based on TPM (Total Productive Maintenance).
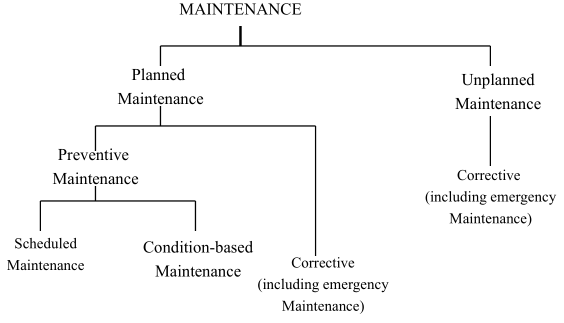
- Planned Maintenance: The maintenance organized and carried out with forethought, control and the use of records to a predetermined plan.
- Unplanned Maintenance: The maintenance carried out to no predetermined plan.
- Condition-based Maintenance: The preventive maintenance initiated as a result of knowledge of the condition of an item from routine or continuous monitoring.
The British Standard 3811 classified building maintenance as the following
Maintenance Models
Each of the models presented below include several of the previous types of maintenance at the indicated rate. Moreover, all of them include two activities: visual inspections and lubrication. This is because it is demonstrated that these tasks realization in any equipment is profitable. Even in the simplest model (Corrective Model), in which virtually the equipment is left on its own and we do not deal with it until a fault occurs. It is advisable to observe it at least once a month, lubricate it with suitable products to their characteristics. Visual inspections virtually no cost money (these inspections will be included in a range where we have to look at other nearby equipment, so it will not mean we have to allocate resources specifically for this function). This inspection allows us to detect faults in an early stage and its resolution will generally be cheaper as soon as detected. Lubrication is always profitable. Although it does represent a cost (lubricant and labour), it is generally so low that it is more than warranted, since a malfunction due to a lack of lubrication will always involve a greater expense than the corresponding to lubricant application.
With this remark, we can already define the various possible maintenance models.
- Corrective model – This is the most basic model, and includes, in addition to visual inspections and lubrication mentioned previously, the arising breakdowns repair. It is applied, as we will see, to equipments with the lowest level of criticality, whose faults are not a problem, economically or technically. In this type of equipment is not profitable to devote more resources and efforts.
- Conditional model – It includes the activities of the previous model, and also this model carries out a series of tests that will determine a subsequent action. If after testing we discovered an anomaly, we will schedule an intervention; on the contrary, if everything is correct, we will not act on the equipment. This maintenance model is valid in equipment not to very used, or for equipment that despite being important in the production system the probability of failure is low.
- Systematic model – This model includes a set of tasks we will perform no matter what is the condition of the equipment , also we will perform some measurements and tests to decide whether to carry out other tasks of greater magnitude, and finally, we will repair faults that arise. It is a model widely used in equipment of medium availability, of some importance in the production system whose failures cause some disruption. It is important to note that equipment subjected to a systematic maintenance model does not have to have all its tasks with a fixed schedule. Just an equipment with this model of maintenance can have systematic tasks that are carried out regardless of the time it have been operated or state of the elements on which it works. It is the main difference with the previous two models in which to perform a maintenance task should be some sign of failure.
An example of equipment subjected to this maintenance model is a discontinuous reactor, in which the tasks that must react are introduced at once, the reaction takes place, and then the reaction product is extracted before making a new load. Regardless of this reactor is doubled or not, when operating should be reliable, so it is warranted a series of tasks regardless of whether any signs of failure have been arose.
- High availability maintenance model – It is the most demanding and exhaustive model of them. It is applied to that equipment that under no circumstances may suffer a breakdown or malfunction. These are equipments to whom are also required very high levels of availability, above 90%. The reason for such high level of availability is generally high cost in production due to a fault. With a demand so high, there is no time to stop the equipment if the maintenance requires it (corrective, preventive, systematic).
To maintain this equipment is necessary to use predictive maintenance techniques that allow us to know the status of the equipment when is working, and scheduled shutdowns, which supposes a complete overhaul, with a frequency usually annually or higher. This review will replace, in general, all parts subject to wear or failure probability over the years (parts with a lifetime less than two years). These reviews are prepared well in advance and not have to be exactly the same every year.
Since in this model the corrective maintenance is not included, that is, the aim should be zero breakdowns on this equipment; usually there is no time to properly address the issues that occur, being desirable in many cases quick provisional repairs that will maintain the equipment working until the next overhaul. Therefore, the Annual Overhaul must include the resolution of all those provisional repairs that have had to be made throughout the year.
Examples of this model of maintenance may be:
- Turbine of power production
- high temperature furnaces, where an intervention means cooling and re-heating the furnace, resulting in energy expense and production losses associated with it.
- Rotating equipment working continuously
- Reactor deposits or reaction tanks not duplicated that are the basis of production and to be kept in operation as many hours as possible.
Other considerations
When designing the Maintenance Plan should be taken into account two important considerations affecting some equipment in particular. Firstly, some equipment are subjected to legal rules that regulate their maintenance, forcing them to perform certain activities with an established frequency.
Secondly, some of the maintenance activities cannot be performed with the regular maintenance equipment (either their own or hired) because it requires knowledge and / or specific resources that are only up to the manufacturer, distributor or a specialist team.
These two aspects should be assessed when trying to determine the maintenance model that we should apply to an equipment.
