This can, however, take the form of a random check of certain product lines rather than checking the whole consignment. A count of total pallets may be sufficient. Random checks are undertaken and any discrepancies found are charged to the supplier on a pro rata basis. This enables drivers to continue with their deliveries and pressurizes suppliers to increase the accuracy of their shipments. This can be extended to other operations, providing agreements can be made with the suppliers.
Product can be scanned and the details compared in real time with the expected quantities to determine any discrepancies. Once scanned, the goods can be moved directly to the next staging point, be this quality control, a forward pick face, reserve storage or the dispatch bay for cross docking. The introduction of RFID will further reduce checking time at the receiving bay. Products that have tags fitted can be recognized and counted immediately on entry to the warehouse and details passed in real time to the WMS.
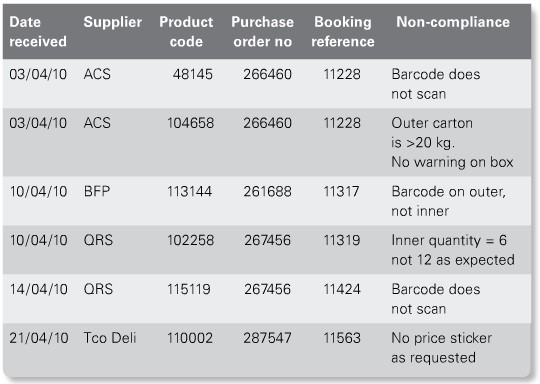
Table: Goods received non-compliance report
The goal of most warehouses is to increase throughput rates and reduce the amount of stock held. Cross docking is a process where products are moved directly from goods-in to the dispatch bays. This avoids the need to place the product into store and any subsequent picking operation. Cross docking needs the full support of suppliers as to how they present the product. This includes clear labeling and advance notice of arrival together with accurate, on-time delivery. Cross docking requires systems to identify the product that needs to be cross docked and a process needs to be in place to recognize and prompt the transfer.
Goods for cross-docking need to arrive by a strict time schedule linked to the vehicle departure times. The outgoing vehicles may be taking a mix of cross-docked goods (e.g. fresh goods) and stocked goods (e.g. long-shelf-life items), and thus a great degree of co-ordination is required to ensure that the operation can occur smoothly.
Cross docking is used significantly in the movement of perishable goods through the supply chain. Retailers use this system in their distribution centers where they receive products from multiple suppliers and sort and consolidate them for onward shipment to different stores. Just-in-time systems also rely on cross docking whereby manufacturers deliver parts to a cross-dock center where they are consolidated and delivered line-side in sequence.
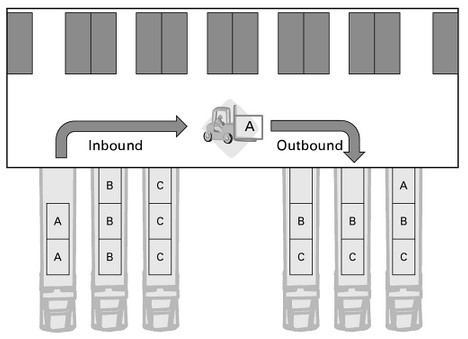
Figure: Example of Cross Docking
Cross-docking has a number of advantages in that it facilitates the rapid flow of goods through the supply chain and can be used as a technique to reduce inventory levels. It is particularly common for fresh and short-shelf-life goods, as well as for goods that are pre-allocated and need to be ‘pushed’ out to stores, as in the fashion industry.
Situations where cross-docking is not applicable are
- The introduction of cross-docking at a warehouse may just move inventory upstream in a supply chain, as suppliers may need to hold more inventory themselves to supply the warehouse on a just-in-time basis. A holistic view therefore needs to be taken to ensure that total inventory in the supply chain is reduced.
- Goods may be transported in less than pallet load quantities or less than vehicle load quantities, thus increasing transport costs.
- Considerable handling space may be required at the warehouse for the sortation activities.
- Close co-ordination is required with the suppliers (plus high levels of reliability), and this becomes increasingly complex with greater numbers of SKUs and suppliers.
Depending on the product, there could be a requirement to record more than just the standard data such as product code, description and quantity on arrival. Other information could include batch or lot numbers and serial numbers. Barcode scanning is the ideal for this type of data capture.
It is accepted that certain products will require more stringent checking on receipt. These include high-value items, food, hazardous goods, temperature-sensitive product and pharmaceuticals. New suppliers will also fall into this category. An area close to the receiving bay should be set aside to spot check items on arrival. This needs to be done as promptly and as efficiently as possible so as to avoid congestion and to get the products onto the system quickly.
If there are issues, the items need to be taken to a specific quarantine area or, if space is an issue, to the storage area – but must be identified as defective or awaiting the results of tests. Most WMSs are able to block access to products on the system, making them unavailable for picking. A physical sign at the location is an additional failsafe.
Many of today’s WMSs allocate product locations in advance and instruct the operator as to where to place the goods. This can be done directly to the dispatch area if the product is to be cross docked, to the pick face as a form of replenishment or to a reserve or bulk-storage location. In order for this system to work effectively, a great deal of information needs to be programmed into the system. This includes the following – size, weight and height of palletized goods.
The benefits of system directed put-away versus operator directed put-away are
- The WMS consistently follows inventory storage rules to improve space utilization and increase storage capacity
- The system consistently follows inventory storage rules to make picking more efficient
- Warehouse workers do not need to be familiar with all of the products the distributor carries in order for inventory to be placed in the correct bin
- It is faster – the operator does not have to look for a bin that contains the same item or search for an open bin.
- The WMS can determine if the inventory to be put away will fit in the dedicated bin for the item and send the operator there depending on available capacity and/or lot mixing rules
A good system directed put-away function finds storage bins based on velocity, storage requirements (refrigerated, hazardous, wire storage system, etc.), and usage requirements. Velocity is how often an item in a specific package configuration (most often called package type) is picked to satisfy sales, transfer, kitting, or production orders. Some examples of package types are carton, pallet, bundle, and bag. Package configuration means put-away rules are not just by item, but consider the manner in which the item is packaged as well. The directed put-away function stores inventory in order to make picking more efficient.
All discussion of system directed put-away is with respect to a single location (warehouse or distribution center). An item in a specific package type at a given location will be referred to as a SKU (stock keeping unit).
An ABC coding scheme is used to assign velocity codes for put-away. A velocity code of “A” is assigned to the SKUs picked most often. A velocity code of “B” is assigned to SKUs picked the next most often, and so on. Note that a velocity code is assigned to a SKU, not an item.
System directed put-away based on velocity stores items picked more frequently in bins that are more accessible (knee to chest high near the shipping dock) and items picked less frequently in bins not as accessible (up high in the back of the warehouse). This reduces travel time during picking which helps to improve picking efficiency.
Package type and storage requirements are considered next when selecting a storage bin. Pallets and individual cartons are usually stored in different areas of the warehouse. The same is true for bundles of threaded rod, spools of wire, and hazardous materials; items that require special storage. Storage areas for cartons may be further broken down for large vs. small cartons or heavy vs. light cartons. Package type and the type of storage used determine the material handling equipment required to put away and pick the inventory.
The third factor to consider for system directed put-away is how the inventory is used. Inventory may be used for sales orders, production, or for kitting. If sales order for products from a given vendor only include items from that vendor then it would be productive to store the SKUs from that vendor together. If a customer predominately orders items that only that customer uses, then those customer-specific SKUs should be stored together.
The three factors described above (velocity, package type / storage, and how items are sold) are used to build put-away zone lists. Put-away zone lists tell the WMS how to find a bin for inventory that needs to be put away. There may be put-away zone lists for “A” velocity items stored in full pallet quantities, “C” velocity items stored in boxes, “B” velocity items only used by a single customer, or “B” velocity bundles of threaded rod. Put-away zone lists are specific to a warehouse. Depending on your software you assign a put-away zone list to a SKU or the WMS deduces which put-away zone list to use for each SKU depending on the value of the three factors for the SKU.
The first put-away zone in a put-away zone list is the preferred put-away zone for the SKU. The WMS looks first for a bin in which to place the inventory in the preferred zone. If a satisfactory bin is not available in the preferred zone, the WMS looks in the second zone in the list, and so forth, until a suitable bin is found or the put-away zone list is exhausted. Other rules can come into play when the WMS is looking for a bin in which to place the inventory to be put away.
- The WMS could look for a bin that is dedicated to the SKU first to determine if there is enough capacity available
- The WMS may look for an empty bin in the preferred zone before it looks for a bin with available capacity that already contains the same SKU in another put-away zone
- There could be limitations concerning mixing lots of the same SKU
- Rules about filling a bin that contains the same SKU where the age difference is too great (when there are expiration or recertification considerations) could apply as well
- Additional rules apply to the storage of hazardous inventory
A put-away zone could contain many bins. Each bin in a put-away zone is assigned a put-away bin ranking. The put-away bin ranking tells the WMS which bin is better to choose when the WMS finds more than one bin in a zone in which the inventory could be placed. E.g. a bin closer to the dock would be assigned a better (higher or lower depending on your software) put away bin ranking than a bin that is further from the dock.
