
It is clear from the above discussion that alternate types of layouts are required for the above systems. Over the years, operation management researchers and practitioners have evolved certain types of layouts. These are described below:
Process Layout: A process or functional layout is an arrangement of resources on the basis of process characteristics of the resources available. Consider a machine shop consisting of lathes (L), grinders (G), milling machines (M) and drilling machines (D). A sample process layout for this shop is shown in the figure 6.1. In the example, components belonging to product a first visit a lathe, then they visit a drilling machine, a milling machine and finally a grinding machine .The sequence of visits is functional of the process plan and is available in route card. The major implication of this design is that each component manufactured in the shop needs to visit the machines in order of their processing. In reality, when the number of components manufactured is large, there will be enormous crisscrossing in the shop, as components need to visit machines in multiple combinations. This increase material handling and poses challenges for production control.
Each department in a process layout is typically organized into functional groups. Thus all lathes will be organized into a lathe department. Similarly, there will be drilling department milling department and so on. In the fabrication area a similar arrangement would be a welding department, fitting department, and shearing department and so on. All manufacturing support areas are also arranged on a functional basis. Examples include maintenance department, quality control department procurement store and production control department.
Product Layout: A product layout is an alternative design for the arrangement of resources. In this case the order in which the resources are placed exactly follows the visitation sequence dictated by a product. In product layout shown in figure 6.1 the required set of resources for every product is made available in dedicated fashion. Due to this, it is possible to arrange the resources in the order of machining requirements and ensure smooth component flow in the shop. Since each product will have its own set of resources, material handling is simpler and it is possible to invest in fixed path material handling systems to speed up material transfer between successive work stations. Moreover, the production volumes also are higher. The production control issues are much simpler in a product type layout as compared to the process layout.

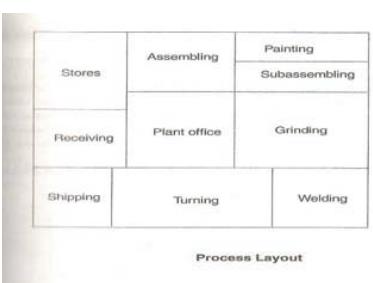
Figure 6.1 : A Sample Process Layout
Very often the final assembly in several manufacturing plants follows a product layout. The assembly workstations are designed in such a manner that at each workstation a part of the job is completed. The feeder stations are linked to assembly workstations to ensure material availability. As the products move through the assembly the process is completed. Testing, final inspection and even packing could be part of this layout so that at the end of the line it is ready for dispatch to the market. The notion of product and process layouts applies not only to manufacturing settings but also to service settings.

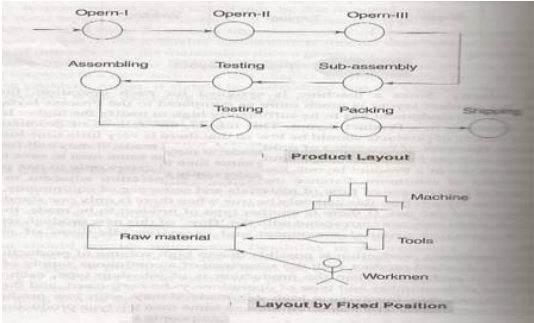
Figure 6.2: A Sample Product Layout
- Group Technology Layout: Product layouts are feasible only in case of mass production systems. When the production volume is less, it may be difficult to justify dedication of resource to individual products. Therefore, organizations have been using process layouts for such situations. However, since process layouts create more problems in production planning and control’ due to complex routing of various components on the shop floor, operation managers were looking for alternatives to the process layout On the other hand, there has been an increasing trend towards more variety. The industrial fans and blowers division of ABB Ltd, a multinational company operating in India manufactures about 725 models, Titan Industries increased the jumpers of watch models from 850 in 1993 to 1200 in 1996, an average more than 100 new models every year. Group Technology (GT) layout provides an alternative method for configuring resources in organizations that have mid-value, mid variety product portfolios. Group Technology is a philosophy that seeks to exploit commonality in manufacturing and uses this as the basis for grouping components and resources. The implications of GT are often known as cellular manufacturing. In cellular manufacturing, the available components are grouped part families. An approximate measure for manufacturing similarity is used to identify part families. Corresponding to each part family, machine groups are identified and layout is formed accordingly.
The benefits of GT are many. Once the part families and the machine groups are identified, the layout ensures that each cell has only a certain number of components to be processed. In essence, it is akin to breaking a monolith structure into smaller, more manageable and independent units of production. The components seldom travel outside their respective cell for processing. Therefore, material handling becomes easier and traceability improves. Moreover, employees are able to relate better to their workplace and make concerned improvements. The new structure also helps to implement several other operations management practices such as small group improvement, Kaizen and JIT manufacturing practices.
- Fixed Position Layout: There are several situations in which the product manufactured is very bulky, difficult to move and is often made in quantities of one or few pieces. In such situations, the layout design ought to be very different. Typical examples include building very large machines tools and equipments, ships, and aircraft building. Since the equipments are very large and bulky they dictate several choices with respect to layout. The specific orientation of the equipment will dictate the placement of specific resources required for the process. Layout planning in such cases is often a question of a good work place organization Some examples include the nuclear engineering division of Bharat Heavy Electrical Division at Tiruchirapalli, the final assembly panel of advanced helicopter division.
- Reasons for Location Changes: In addition to the need for greater capacity, there are other reasons for changing or adding locations.
- Changes in resources may occur. The cost or availability of labor, raw materials, and supporting resources (such as subcontractors) may change.
- The geography of demand may shift. As product markets change, it may be desirable to change facility location to provide better service to customers.
- Companies may merge, making facilities redundant.
- New products may be introduced, changing the availability of resources and markets.
- Political and economic conditions may change.